0510-82109651
13961711341

随着模切加工行业的发展,精度与速度都得到了飞速的提升,不论是平刀模切仍是圆刀模切都需要进行模切排废,模切排废它既是模切加工过程中的基本工艺,也是我们问题频发的环节。
关于模切加工排废的问题有很多种:一种是全断产品排废;另一种是排废时底膜拉断。其实导致排废断裂的原因有很多,下面思美达胶粘厂家就大家比较关心的排废问题粗略分析下:
一、原材料
1、原材料离型力重、边缘有毛边、破口等;
2、面材MD、CD向(撕裂)强度小;
3、原材料胶粘剂品种差异:水胶、溶剂胶排废较易于热熔胶;
二、刀模
1、 R角太小(尽量避免做直角而且R角的度数越大越易排废);
2、刀角挑选(刀角越小,锋利度越高,但是相对刀模的运用寿命会减短);
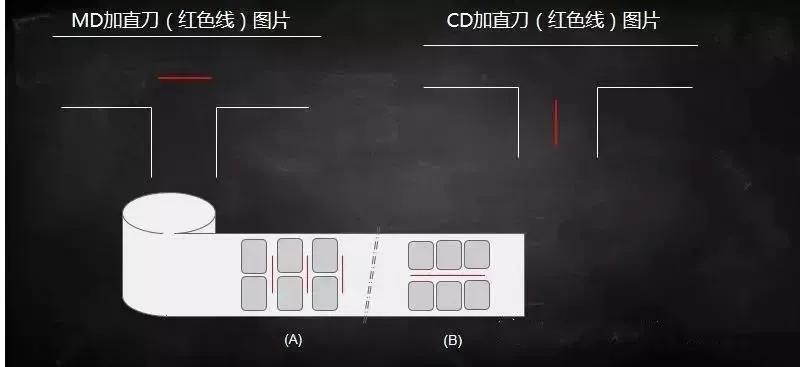
3、刀模排废设计,MD、CD向废边太大时,能够在废边中间加一把直刀,可避免起废拉力太大导致另一贯的断废;
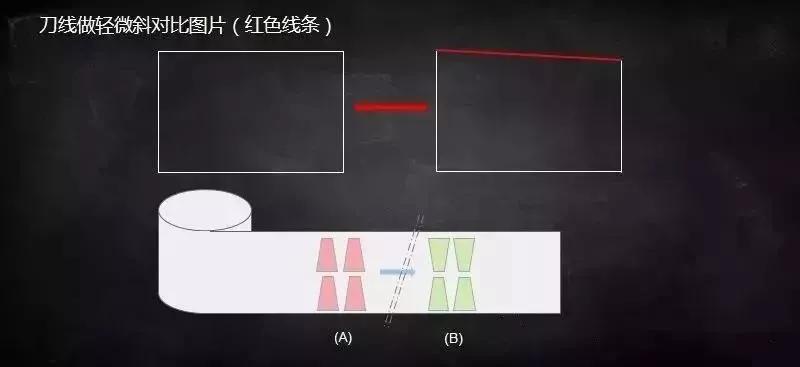
4、 刀模设计,如直线的刀线可适当将刀线做细微斜(斜的视点应和终端要求相结合),可延长刀的寿命及直线中排废断的风险,异形标排版时以工字形进行排版,工字形排版收废张力较为均匀;
5、 错位排废;
6、刀锋高度,磁性刀、雕刻刀做刀应取对应要切的资料进行,避免因刀锋高度不够形成胶水层切不穿或伤底,导致排废断。
三、刀具保养
1.刀锋上的积胶应及时清理,避免腐蚀生锈导致刀口有缺口;
2. 使用前后用防锈剂保养。
四、排废角度
1. 直排法,以加大排废角为调整方向;
2. 斜向排废,调整导废辊角度, 建议斜角的那边是废边较大为原则(导废辊较高的一端是废边较宽的一边)。
五、排废张力
排废时能够适当加大收废纸管,可避免因纸管太小转速快导到MD向排废断;收废卷应保持规整,两边受力均衡,必要时可采用真空吸废的方式。
六、模切排废断的种类
模切排废断裂从方向上能够分为:MD向排废断(机器走纸方向)、CD向排废断(横径断)两品种型。

发生排废断裂除了更换材料以外,还有很多工艺角度解决问题的办法:






 全国服务热线
全国服务热线
 公司地址:无锡市新吴区坊前锡贤路29号
公司地址:无锡市新吴区坊前锡贤路29号 13961711341
13961711341 0510-82109651
0510-82109651 wxsmod@126.com
wxsmod@126.com 进入微信公众号
进入微信公众号